



There are four distinct blow molding processes that use heated liquid plastic to create hollow objects, like bottles or other packaging. Pressure forces the material into a mold cavity, which gives the object its hollow shape. At Drug Plastics, we use all four distinct blow molding processes to manufacture our products: Extrusion Blow Molding (EBM), Compression Blow Molding (CBM), Injection Blow Molding (IBM), and Injection Stretch Blow Molding (ISBM).
In general, the size and geometry of the bottle and the type of plastic resin being used determine the best manufacturing process. We leverage our knowledge acquired from over 60 years of bottle making to choose the optimal blow molding process for every product we produce. Drug Plastics commits to deliver perfect bottles each and every time.

We believe it’s important for our customers to understand the primary differences between molding processes. Why? Because understanding how we manufacture our products will help you make more informed decisions about your plastic packaging. Let’s review the differences between the four distinct blow molding processes. Read further or watch our video to learn more. Each process starts the same way – with pellets of plastic resin.
Extrusion Blow Molding

In the EBM process, we extrude the heated resin to form a parison. The parison is a vertical tube-like piece of plastic through which compressed air can pass. A two-part mold closes on the parison from both sides. A blow pin is inserted into the neck area of the bottle that blows air into it when sealing the mold. The air pressure makes the parison conform to the shape of the mold, including the threads in the neck portion of the mold.
The mold is cooled, and the bottom of the parison is trimmed. The mold opens and the bottle is placed on a conveyor belt, the top (typically dome-shaped) is trimmed, leaving the finished bottle. The EBM process is used to manufacture large-size, High Density Polyethylene (HDPE), Low Density Polyethylene (LDPE), and Polypropylene (PP) bottles with large necks.
Compression Blow Molding
CBM is a specialized form of extrusion molding. In CBM, the blow pin not only blows air into the parison so the plastic conforms to the shape of the bottle, but it also uses physical pressure to force the plastic into the neck area of the mold. This results in increased thread definition and precise bore tolerance.
uses physical pressure to force the plastic into the neck area of the mold. This results in increased thread definition and precise bore tolerance.
Bottles with medium to large blow-up ratios are produced using CBM. The blow-up ratio is the comparison between the diameter of the neck of the bottle and the diameter of the body of the bottle. Bottles with large blowup ratios typically have large bodies and relatively small necks. The CBM process can be used to manufacture bottles that are made with HDPE, LDPE, and PP resin, and can achieve very tight critical neck dimensions.
The EBM and CBM processes also allow the weight of the bottle to be adjusted. This is done by controlling the amount of plastic in the parison. This is ideal when the contents of the filled bottle require a thicker wall, or as a conscious effort to conserve raw materials by reducing the amount of plastic. The EBM and CBM processes are also used when a bottle has multiple plastic layers (outside and inside); and when a transparent window stripe is needed to allow for determining the amount of product remaining in the bottle.
Injection Blow Molding

During the IBM process, the heated resin is injected into the mold using a long screw. This injected plastic is molded into a preform, then air is used to blow the preform into the shape of the mold. The mold is cooled and the bottle is placed on a conveyor belt after being ejected from the mold.
This process is ideal for the production of HDPE, LDPE, and PP bottles with a small to medium blowup ratio. Bottles with small blow-up ratios typically have small bodies and relatively small necks. IBM is used when manufacturing bottles with very tight neck tolerances.

Injection Stretch Blow Molding
During the ISBM process, the heated resin is injected into the machine using a long screw. This injected plastic is then molded into a preform.
Next, the preform is conditioned and prepared for stretching. The preform is stretched as air is used to blow it into the shape of the mold. The stretching of the preform increases the barrier properties of the PET bottle. The mold is cooled and the bottle is placed on a conveyor belt after being ejected from the mold. ISBM is typically used for bottles with small to medium blow-up ratios. We use ISBM to manufacture all of our Polyethylene Terephthalate (PET) bottles.
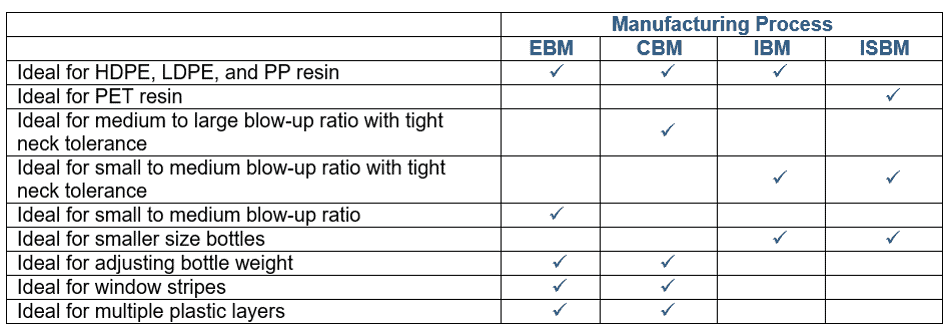
Summary
Manufacturing Customized Packaging Molds

We are also proud to have our own mold-making facility. There are instances when a customer wants custom designed packaging for their brand – that’s our specialty. Our team can design, fabricate, maintain, and repair our own molds. From unit-cavity prototype molds through multi-cavity production molds, we build the highest precision tools using high-grade materials and proprietary technologies developed in-house. This ensures that our molds produce a consistent product, perform exceedingly well under high production demands, and work on all of the relevant blow molding machines. Our team will take the time to work with you to determine the best solution for your packaging challenges. For those times when quick production-ready solutions are needed, Drug Plastics offers a large selection of stock bottles in our inventory.
We Can Help
Whether you are looking for plastic packaging for a new product, or if you want to enhance your brands’ existing packaging, we can help. Our plastic bottles are used worldwide to package prescription drugs, over-the-counter medications, vitamins, supplements, and cannabis products. When you work with us, we will recommend the best blow molding process to make your bottle. Our goal is to manufacture defect-free packaging every time, no exceptions. Ready to discuss your packaging? Call 610-367-5000 to get in touch with a knowledgeable team member.